Defectos en inyección de plásticos: Ráfagas

Defectos en inyección de plásticos, Ráfagas. Las ráfagas es uno de los defectos mas habituales en durante el proceso de inyección de plásticos, aunque hay de diversos tipos, por humedad, color, quemadura, aire… suelen tener un aspecto similar en sus marcas que aparecen en la superficie de la pieza de plástico. A continuación os enumeramos […]
UL-94 en la inyección de plástico ¿Qué es?

UL-94 en la inyección de plástico ¿Qué es? UL-94 corresponde a las iniciales de Underwriters laboratories, empresa americana con más de 100 años de historia ubicada en Illinios, Estados Unidos. Esta nomenclatura hace referencia a la norma de flamabilidad para clasificar y certificar a los termoplásticos en varios grupos, según el grado de retardante a […]
La importancia de la contracción en los termoplásticos

Todo el mundo en esta industria conoce la importancia de la contracción en los termoplásticos durante el proceso de inyección y después en su enfriamiento, por eso es tan importante tener en cuenta este concepto en la realización del molde de cara a centrar las tolerancias en aquellas cotas de relevancia durante la fase de […]
Flame retardant plastics

Somtimes, we have received some quotations where a customer needs a flame retardant plastics, and/or with determinated homologated brand, due to several reasons. Nevertheless It is necessary to take account the type of flame retardant as you can see below, based on depeding on thickness. An example, one request for quotation where we must us […]
Inyección de piezas técnicas con poliamida
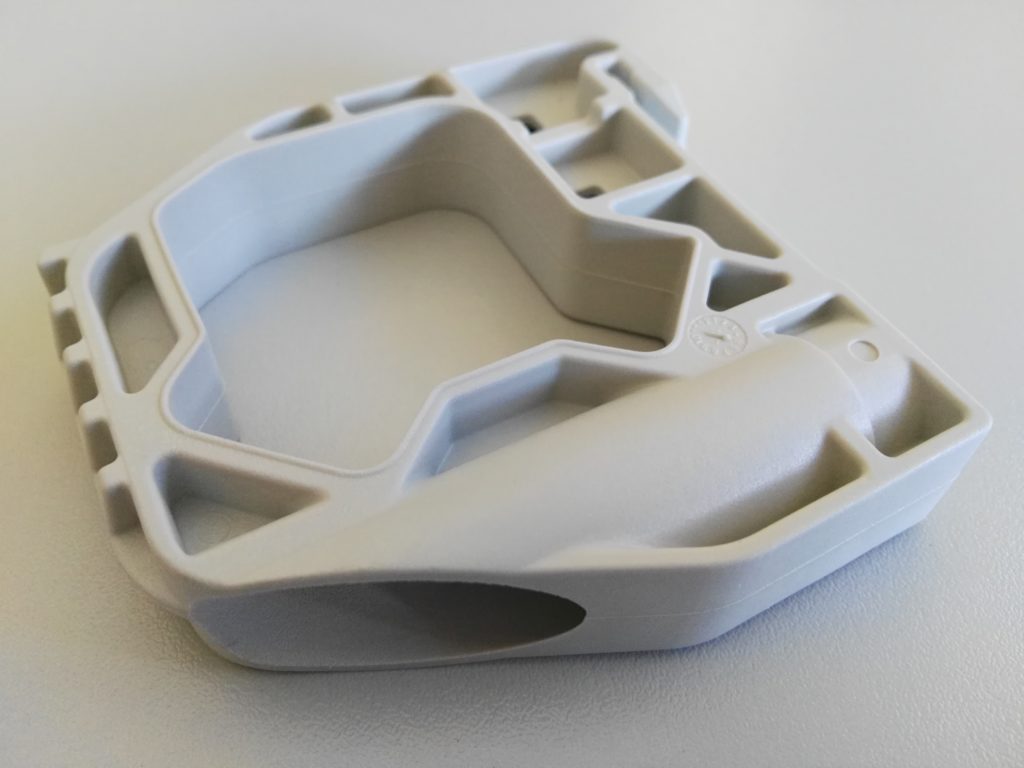
Inyección de piezas técnicas con poliamida Probablemente la materia prima mas empleada en Zatec sea la poliamida. Por ello, en este post vamos a hablar a modo de pequeño resumen de inyección de piezas técnicas con poliamida, con sus aplicaciones y características generales para estos componentes, bien sea PA6, PA66… etc y con diferentes aditivos. Cuantas […]
Origen y obtención de la Poliamida 6 y 66
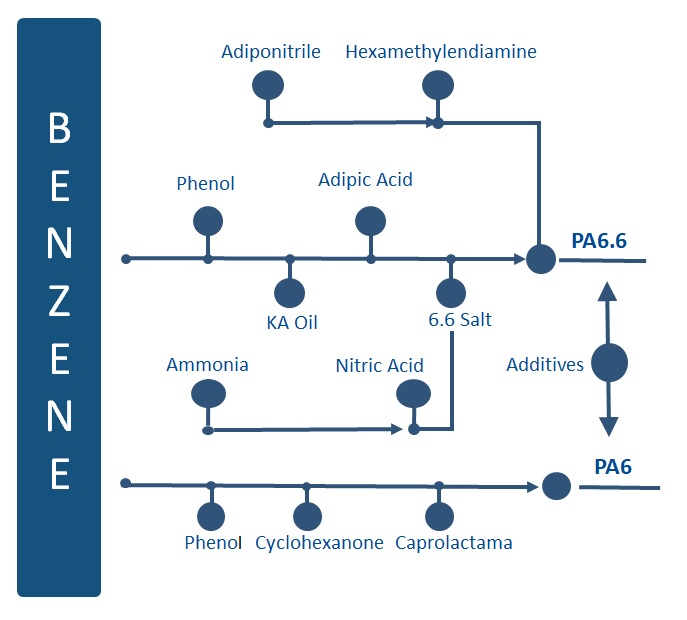
Como cada año por estas fechas, más o menos, se barrunta en el mercado posibles subidas de precios para todas aquellas materias primas derivadas del petróleo, y por tanto afecta a la poliamida. Más si cabe, con la subida del precio del Benceno en estas últimas semanas. Esto ocasiona momentos de incertidumbre para muchas empresas que […]