Plásticos de Ingeniería: PBT
Plásticos de Ingeniería: PBT PBT son las siglas de Tereftalato de polibutileno, uno de los termoplásticos de ingeniería que inyectamos con diferentes aditivos como fibra de vidrio en Zatec como empresa de inyección de plásticos técnicos para diferentes aplicaciones como electrónica, automoción, hornos, grifería… ¿Como se obtiene? El PBT se obtiene por la policondensación(proceso químico […]
Plasticos de Ingeniería: PPS, Sulfuro de Polifenileno.

PPS (sulfuro de polifenileno) Dentro de la gama de plásticos de ingeniería con los que trabajamos para diferentes aplicaciones, os vamos hablar de uno de los materiales que trabajamos en ZATEC con mejores prestaciones mecánicas, hablamos del Sulfuro de Polifenileno. Mas conocido como PPS, y que generalmente tiene 40% de fibra donde enseguida podrán reconocerlo por […]
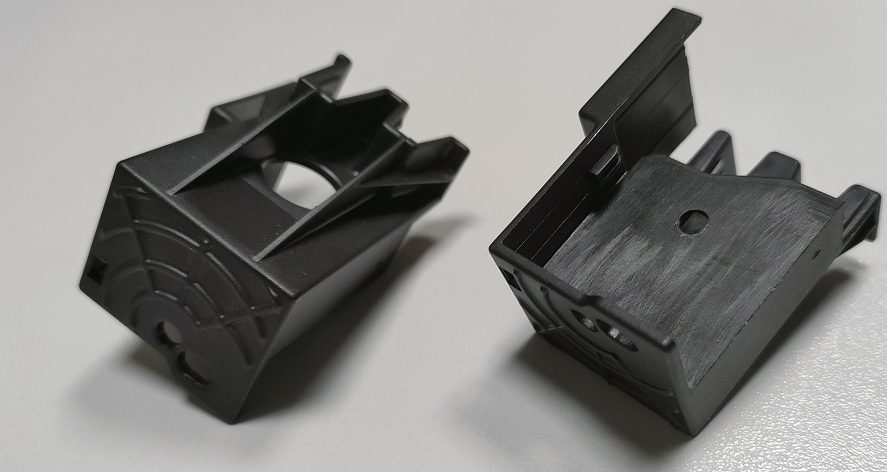
CONSIDERACIONES DE DISEÑO EN INYECCÓN DE PLÁSTICO

Muchas veces se recibe un plano con unas tolerancias más que exigentes, o un diseño 3D que enciende todas las alarmas, como por ejemplo grandes acumulaciones de masa, necesidad de paralelismo, perpendicularidad o planitud entre otras características con materiales como puede ser una poliamida con alto porcentaje de fibra de vidrio. Es por eso, que […]
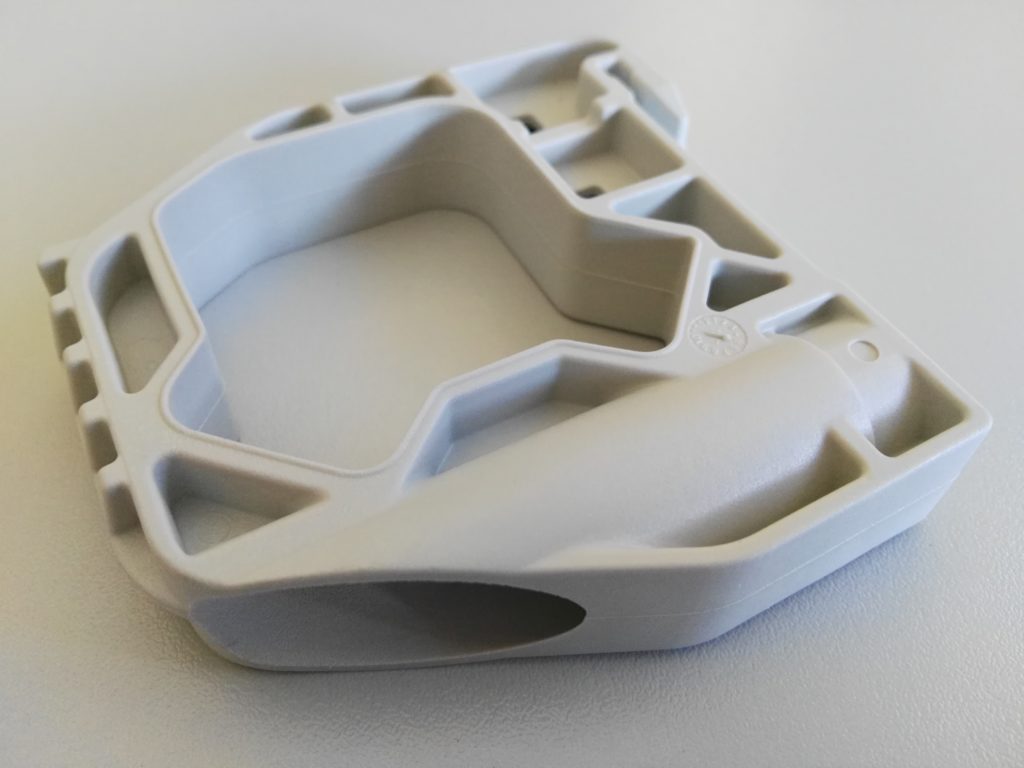
La importancia de la contracción en los termoplásticos

Todo el mundo en esta industria conoce la importancia de la contracción en los termoplásticos durante el proceso de inyección y después en su enfriamiento, por eso es tan importante tener en cuenta este concepto en la realización del molde de cara a centrar las tolerancias en aquellas cotas de relevancia durante la fase de […]
Plásticos retardantes a la llama

En varias ocasiones nos hemos encontrado situaciones donde un cliente necesita un «plástico ignífugo» o que emplee determinada marca de material por que necesita que su pieza sea «ignífuga», pero lo que realmente necesita es un plástico retardante a la llama en un grado concreto que luego comentaremos, y en un determinado espesor. Un ejemplo, […]
Responsabilidad Social Corporativa en Zatec

Más allá de certificaciones y normas aplicables por el sector o sectores donde trabajamos, como por ejemplo la IATF-16949 de Automoción, en Zatec como empresa de inyección de plásticos técnicos, nos hemos fijado el objetivo de desarrollar año tras año el área de responsabilidad social corporativa recogiendo todas esas buenas practicas que o bien se […]
Inyección de piezas técnicas con poliamida
Inyección de piezas técnicas con poliamida Probablemente la materia prima mas empleada en Zatec sea la poliamida. Por ello, en este post vamos a hablar a modo de pequeño resumen de inyección de piezas técnicas con poliamida, con sus aplicaciones y características generales para estos componentes, bien sea PA6, PA66… etc y con diferentes aditivos. Cuantas […]