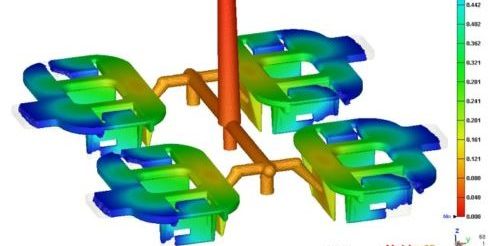
Moldes con Cámara Caliente en inyección de plásticos

Moldes con cámara caliente en inyección de plásticos Los moldes con cámara caliente en inyección de plásticos, son aquellos que tienen sus canales y mazarota en estado fundido, para distribuir el material que proviene desde la unidad de inyección de máquina hasta el llenado de las cavidades, donde se enfría y solidifica la pieza. Hay […]
Tampografía en inyección de plásticos
Tampografía Es un proceso industrial donde se transfiere la tinta a la pieza, sea regular, irregular, cóncava o convexa…, de manera indirecta a través de un tampón, y es comúnmente empleado como actividad complementaria en la inyección de plásticos para el marcaje de piezas de plástico. Es una solución sencilla, precisa y más o menos […]
DIGI-REC 4.0 (optimización del impacto ambiental en inyección de plásticos)
Concluido el proyecto Europeo DIGI REC 4.0, cuyo número de expediente es AEI-010500-2020-191, donde ZATEC ha participado junto con el Centro Español de Plásticos (CEP), ItanInnova y Citsalp, exponemos a continuación un resumen y conclusiones del mismo. PRESENTACIÓN Este proyecto tiene como objetivo principal maximizar la reciclabilidad de materiales plásticos empleados en procesos de moldeo […]