Todo el mundo en esta industria conoce la importancia de la contracción en los termoplásticos durante el proceso de inyección y después en su enfriamiento, por eso es tan importante tener en cuenta este concepto en la realización del molde de cara a centrar las tolerancias en aquellas cotas de relevancia durante la fase de puesta a punto. De esta manera, desde Zatec como empresa española con mas de 25 años de experiencia en moldeo por inyección de piezas técnicas en plásticos de ingeniería, intentaremos recoger en estas líneas este comportamiento dada la importancia de la contracción en un nuevo proyecto a desarrollar.
No obstante, no es tan sencillo de controlar y aunque existan muy buenos programas como moldflow o moldex3D donde podemos analizar tendencias, lo mejor es basarnos en la experiencia acumulada a lo largo de los años. Esto se debe a que influyen varios factores en este concepto de contracción, como el material a inyectar(importante si tenemos por ejemplo una Poliamida con fibra de vidrio), la geometría de la pieza con un espesor lo mas homogéneo posible dentro de las posibilidades de diseño respecto a la aplicación final. Además, claro está, de las condiciones de nuestro proceso, como la elección correcta de la posición y dimensionado de la entrada o entradas de inyección, temperatura del proceso así como una adecuada refrigeración, etc.
materia prima,
debemos tener en cuenta las diferencias entre los termoplásticos semicristalinos y los amorfos.
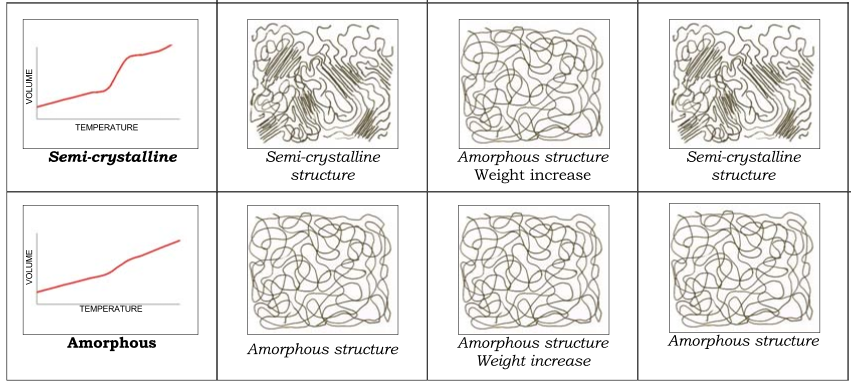
Los semicristalinos,
como normal general todas las moléculas tienen una cierta regularidad· estructural y pueden cristalizar bajo determinadas condiciones, cuentan una contracción mayor que los amorfos. Algunos ejemplos son la PA6, PA66 o POM. Si además estos materiales están reforzados con fibra de vidrio, su comportamiento anisotropo provoca una diferencia entre la contracción lineal y perpendicular al flujo de inyección. Por lo tanto, podemos tener problemas de planitud,que en muchos casos es una característica clave en las piezas de plástico, y esto es un factor muy importante a tener en cuenta para una contracción adecuada en la concepción del molde. A continuación en la foto de abajo se puede observar varios ejemplos de piezas inyectadas con Poliamida con diferentes porcentajes de fibra de vidrio para el sector automoción, donde la planitud era una parte importante en su homologación dada la aplicación final.

Los amorfos,
tienen una agrupación de macromoléculas lineales o ramificadas sin que exista un orden de la disposición de las cadenas, o bien por estructuras fuertemente reticuladas que suelen poseer una disposición irregular. Similar a un plato de espagueti. Como no tienen que volver a un estado ordenado en su enfriamiento una vez son procesados, son mas estables dimensionalmente y tienen una contracción menor que los semicristalinos. Un ejemplo típico de un material amorfo, es el Policarbonato (PC).
Fibras de vidrio,
además de esta conocida segmentación de los termoplásticos, debemos tener en cuenta diferentes aditivos que se emplean para mejorar ciertas propiedades, como por ejmplo la fibra de vidrio o fibra de carbono. En este tipo de aditivos cobra especial importancia la contracción paralela y trasnversal al flujo de inyección, más crítico en los termoplásticos cristalinos que en los amorfos. Debido a este diferencial por su anisotropia, si queremos tener una buena planitud debemos intentar que las fibras se orienten en la medida de lo posible en el sentido del flujo de inyección.
De esta manera, para minimizar el alabeo o deformación, podemos optar por la carga mineral o microesferas de vidrio con una mejor estabilidad dimensional y menor diferencia entre la contracción lineal y transversal.
Por otro lado, cuanto mayor es el porcentaje de fibra de vidrio menor es la diferencia entre los valores de la contracción.
Geometría de la pieza y parámetros de máquina,
Tal y como comentábamos al principio de la noticia, la geometría de la pieza y su tamaño también es otro punto a tener en cuenta por el espesor, ubicación y dimensionado de la entrada o entradas de inyección, refrigeración en molde y por supuesto, los parámetros empleados en máquina. No obstante, cada pieza es un mundo y es difícil extraer generalidades o guías aplicables. Por ello recomendamos incidir en los AMFES de proceso y partir de las lecciones aprendidas o histórico para piezas y materiales similares.
En cuanto al espesor, la contracción es directamente proporcional al grosor de la pieza. En la deformación sucede algo similar, pues es mayor conforme mayor es el espesor.
En los parámetros de máquina, hay que tener en cuenta que la contracción del material comienza durante la aplicación de la presión de mantenimiento y continúa durante la fase de enfriamiento, hasta que la pieza acaba de solidificar a temperatura ambiente. Las gráficas PVT(presión,velocidad y temperatura) pueden ser de mucha utilidad para su análisis, de hecho la diferencia entre los valores de volumen desde el comienzo de llenado hasta el enfriamiento de la pieza una vez expulsada de molde, nos da el valor real de la contracción.
Enfriamiento
en los semicristalinos, si la temperatura del molde y el tiempo de presión de mantenimiento son correctos, la pieza alcanzará el nivel cristalino más alto y al cesar su enfriamiento asegurará la solidificación completa de pieza. Es decir, cuanto mayor es el tiempo de enfriamiento y la presión, menor es la contracción media. Claro que esto tampoco podemos aumentarlo todo lo que se quiera en la fase de homologación pues también tenemos que tener en cuenta la oferta realizada y los costes asociados. Todo en su justa medida.
Esperamos que esta información sea de utilidad comenzando desde la fase de diseño. Si tienen algún a proyecto en componentes de plástico donde podamos colaborar, estaremos encantados de ayudar.