How to chose the adequate injection machine?
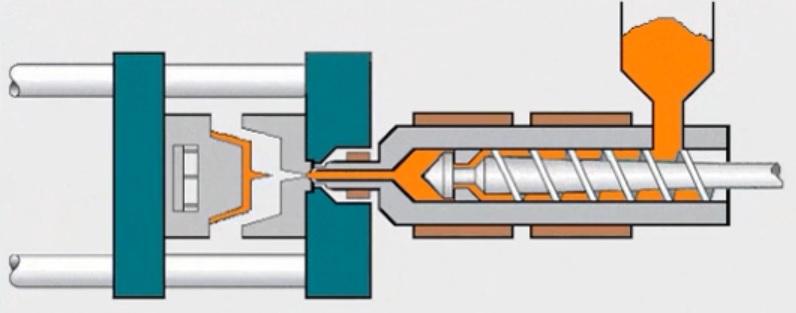
The injection machine The machine ofplastic injection, besides of peripherals, is the hearth of an injection molding company where the raw material is plastified, filling the cavity or cavities of tooling to meet the adequate geometry. The injection machine has, basically, two different parts above the bench: The injection unit to the right of fix […]


