The injection machine
The machine ofplastic injection, besides of peripherals, is the hearth of an injection molding company where the raw material is plastified, filling the cavity or cavities of tooling to meet the adequate geometry.
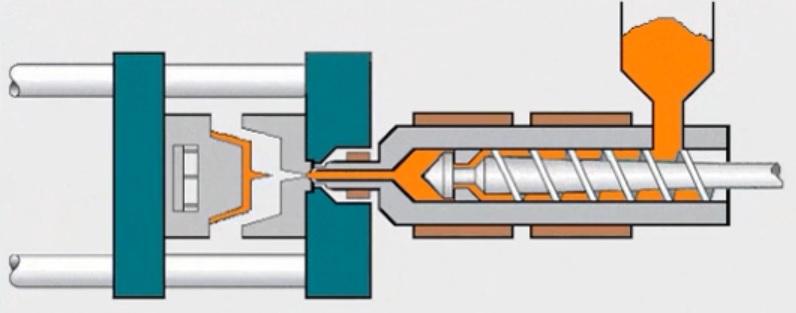
 The injection machine has, basically, two different parts above the bench:
The injection machine has, basically, two different parts above the bench:
The injection unit to the right of fix plate,where the raw material is feeding through a hopper, thanks to nozzle this raw material is heated due to movement and resistances around it, to fill the cavity of toolind, in the end of process.
La unidad de cierre To the left of this mentioned fix plate, is where we can locate the tooling with his movements open, ejection and close and therefore to keep the adequate pressure to counteract the push forze into the mold during the tecnical plastic injection.
Besides of control screen where we can programm and see the parameters of machine, carrying out communication worker with injection machine.
Types of injeciton machines, Eléctricals vs Hydraulics
The 100% electrical injection machines eléctricas are machines with a low consume of oil (only to grease some mechanical elements in contact). These machines have less componentes and therefore less maintenance with an optimum energetic performance,only with electrical consumption if these machines are working(about 50% less than hydraulics). These machines have adventages like more precision and repetitibility due to movements controlled by electrical servomotors. This is important based on the type of piece to inject and final market. For example in our case ZATEC, where we are injectioning little technical parts in engineering plastics, such as low viscosity thermoplastics like polyamide.
 The hydraulic injection machines are not worst than electrical, simply there is an exact application to each market and final application. Some adventages are as folow, more economical and probably we do not need an expert due to is a technology with many years in the market. Similar to garages to repair the vehicles. Many companies of big pieces are working with these machines due to necessary clamping force and limitation of electrical injection machines about the size.
The hydraulic injection machines are not worst than electrical, simply there is an exact application to each market and final application. Some adventages are as folow, more economical and probably we do not need an expert due to is a technology with many years in the market. Similar to garages to repair the vehicles. Many companies of big pieces are working with these machines due to necessary clamping force and limitation of electrical injection machines about the size.
It is very important to talk about hybrid injection machines, with some electrical movements and obviously hydraulic, meeting goof cycle time and precision. It is ineteresting option for plastic parts with a “medium size” and more elevated clamping force than small piece of little grammage.
In this article we do not deepth in other possible clasifications of machinery to avoid extend us too much.
How to chose the adequate injection machine?
This question has implicit other common questions What is the type of piece that we need inject? What is the necessary molds to inject our parts? What raw materials we inject? it is not the same a small piece with thin wall with demanding tolerances than other big part with generous tolerances.
The geometry of piece, thickness, raw material, cavities… and therefore the tooling, like important part of injection process, will indicate us nos several important key points to ber in mind in our injection machine. As you can see we talk in general about some factors, like for example:
La Distance between Tie bars, is the distance or the space to prepare the tooling for manufacturing, based on size of plates.
Lenght of opening machine, the maximum distance of separation between mobil plate and fix plate to act the ejection.In some books the recommendation is this distance will be at least two times the deepth of piece.
Thickness tooling, distance between plates where the machine keeps the tooling closed.
Clamping Force (tons) per each process, where the mobil plat and fix plat are joined, the machine generates a force to counteract the inner pressure in cavities, avoiding the opening of molde. If the pressure is more elevated in the interior, the tooling could be opened, generating burrs. If the clamping force is excessive, there is no exit of gases, and the the diesel effect is generated. Each company must look for the adequate clamping force in each case.
It is importan to remark that is not necessary to use all force of injection machine each time that we inject. In fact, with more clamping force, we will have more wear, by this reason we should not work no with 100% of capacity. If we see the next formula Force = Pressure x Area, with more pressure in cavities, we will need more clamping force.
Volume or grammage of injection, the maximum mass per type of material that we can inject
Volume of plastification, to charge the thermoplastic without degradation,it willd depend diameter, geometry and rotation velocity of screw, besides of raw material. Then, we will nedd to chose the adequate screw for our injection unit.
Injection velocity (mm/s), velocity of screw to advance and filling the tooling with the melted plastic. Check the flow of machine in their characteristics.
And of course, an adequate after sales service of manufacturer.
According to our current injection machines, any project where we can collaborate, we will be happy to help you. We are at your disposal, do no doubt to contact us.