Defectos en inyección de plásticos: Ráfagas

Defectos en inyección de plásticos, Ráfagas. Las ráfagas es uno de los defectos mas habituales en durante el proceso de inyección de plásticos, aunque hay de diversos tipos, por humedad, color, quemadura, aire… suelen tener un aspecto similar en sus marcas que aparecen en la superficie de la pieza de plástico. A continuación os enumeramos […]
Metodología 5S como base para la mejora continua

Metodología 5S como base para la mejora continua Esta metodología 5S tiene una sencilla y lógica aplicación analizando lo necesario para el puesto de trabajo con una productividad rápida para un entorno más organizado y ordenado. El principal problema es no solo implementarlo, si no mantener esas rutinas en el tiempo. La verdad es que […]
Tendencias y aplicaciones de plásticos técnicos en automoción
Tendencias y aplicaciones de plásticos técnicos en automoción. En los últimos años, el sector automoción está sufriendo muchos cambios en un periodo corto de tiempo, cambios importantes por emisiones de CO2 y normativas que afectan a la producción y diseño de los componentes. Estos cambios vienen acompañados de nuevas industrias y zonas de influencia, como […]
Defectos en inyección de plástico: Efecto Diesel

Defectos en Inyección de plásticos, efecto Diesel El efecto diésel es uno de los típicos defectos en inyección de plásticos , que se produce cuando se unen los frentes de flujo de material al llenar y no hay salida de gases o está obstruida, por lo que puede provocar un quemazo como una mancha negra, […]
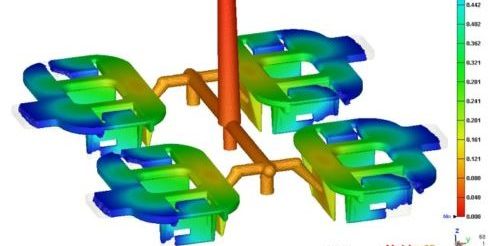
Moldes con Cámara Caliente en inyección de plásticos

Moldes con cámara caliente en inyección de plásticos Los moldes con cámara caliente en inyección de plásticos, son aquellos que tienen sus canales y mazarota en estado fundido, para distribuir el material que proviene desde la unidad de inyección de máquina hasta el llenado de las cavidades, donde se enfría y solidifica la pieza. Hay […]
PROYECTO VARIMIT 4.0

Introducción Proyecto Varimit 4.0 El proyecto europeo AEI-010500-2021-116 más conocido como VARIMIT 4.0 donde ha participado ZATEC, como empresa de inyección de plásticos técnicos junto con CITSALP, CEP, e ITAinnova. Este proyecto tiene un marcado carácter de economía circular cuyo objetivo es trabajar en cómo el reciclado en la industria de plástico puede mitigar algunas […]
Plasticos de Ingeniería: PPS, Sulfuro de Polifenileno.

PPS (sulfuro de polifenileno) Dentro de la gama de plásticos de ingeniería con los que trabajamos para diferentes aplicaciones, os vamos hablar de uno de los materiales que trabajamos en ZATEC con mejores prestaciones mecánicas, hablamos del Sulfuro de Polifenileno. Mas conocido como PPS, y que generalmente tiene 40% de fibra donde enseguida podrán reconocerlo por […]
The acetal(POM) in plastic injection molding

The acetal(POM) in plastic injection molding. The polyoxymethylene (POM), known as acetal, is one of more common thermoplastics used in ZATEC, for our processes of technical plastic injection molding. This material is assembled in some applications where it is necessary a good tribological behaviour. Therefore, is used to reduce the effects of wear and friction, […]
Why do we have installed solar panels in Zatec?

Introduction Everybody knows in Spain(and Europe, too) what is the situation of electricity tariff. due to the high costs of Mwhour, where each day there is a new historic record in Spain. In ZATEC technical plastic injection ,we are committed to responsible production and consumption with affordable and clean energy, in line with the sustainable […]
DIGI-REC 4.0 (optimización del impacto ambiental en inyección de plásticos)
Concluido el proyecto Europeo DIGI REC 4.0, cuyo número de expediente es AEI-010500-2020-191, donde ZATEC ha participado junto con el Centro Español de Plásticos (CEP), ItanInnova y Citsalp, exponemos a continuación un resumen y conclusiones del mismo. PRESENTACIÓN Este proyecto tiene como objetivo principal maximizar la reciclabilidad de materiales plásticos empleados en procesos de moldeo […]